Understanding Ductile Iron and Why It Matters for Your Cutting Operations
When ductile iron shows up on the production schedule, experienced machinists know they are dealing with a material that behaves differently than standard cast iron or mild steel. Ductile iron, sometimes called nodular iron or spheroidal graphite iron, gets its name from its ability to stretch and deform before breaking rather than fracturing suddenly under stress. This characteristic comes from the spherical graphite nodules embedded in its microstructure, which give the material flexibility and impact resistance that brittle cast iron simply cannot match. For cutting operations, this means ductile iron creates unique demands on blade selection, feed rates, and coolant management. Understanding how ductile iron responds to cutting forces helps shops avoid common problems like premature blade wear, poor surface finish, and inconsistent cut quality that waste both time and money.
Common Applications Where Ductile Iron Cutting Is Required
Ductile iron appears across a wide range of industries, and shops that cut it regularly need blades and techniques suited to its specific properties. Typical ductile iron cutting applications include:
- Automotive components such as crankshafts, gears, and suspension parts
- Water and sewer pipe fittings for municipal infrastructure
- Heavy equipment castings for construction and agricultural machinery
- Valve bodies and pump housings for industrial fluid handling
- Railroad components and brake system parts
- Wind turbine components and large structural castings
How Ductility Affects the Way Metal Responds to Cutting Forces
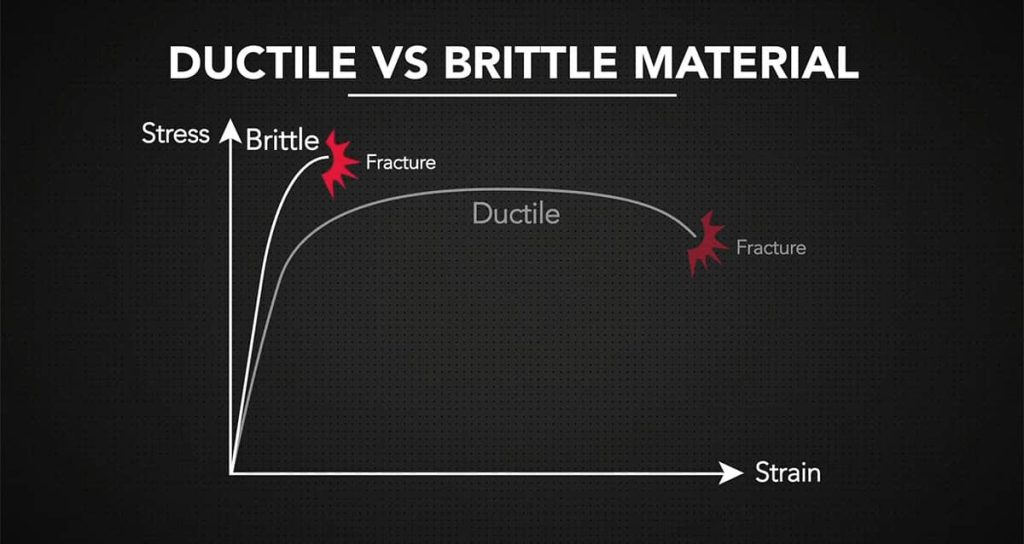
Ductility describes how much a metal can be stretched, bent, or permanently deformed before it fractures. During a tensile test, ductility shows up as either elongation of the test piece or reduction in its diameter after stress is applied. On a stress strain graph, a ductile material displays a gradual slope during plastic deformation, meaning it absorbs energy and changes shape rather than snapping immediately after reaching its elastic limit. Brittle materials, by contrast, break suddenly once they pass their elastic stage with little warning. For cutting operations, this distinction matters because ductile iron does not chip away cleanly like gray cast iron. Instead, it tends to produce longer, stringier chips that can wrap around tooling, generate more heat at the cutting edge, and require different chip evacuation strategies to maintain efficient cutting.
Why Ductile Iron Creates Unique Challenges for Bandsaw Blades
The same properties that make ductile iron valuable for engineering applications also make it tougher on cutting tools than many shops expect. Because ductile iron resists fracturing and deforms plastically under load, it places sustained stress on blade teeth rather than allowing them to shear material away in clean segments. This continuous engagement generates more friction and heat at the tooth edge, which accelerates wear on standard bi-metal blades. Additionally, ductile iron’s tendency to work harden under repeated contact means that dull or improperly set blades can actually make the material harder to cut with each pass. Shops that approach ductile iron the same way they approach mild steel often find themselves replacing blades far more frequently than necessary and dealing with cuts that drift off square as blade geometry deteriorates.
Ductile Iron Material Properties at a Glance
| Property | Typical Range for Ductile Iron |
| Tensile strength | 60,000 to 120,000 psi |
| Yield strength | 40,000 to 90,000 psi |
| Elongation at break | 3% to 18% |
| Hardness (Brinell) | 130 to 300 BHN |
| Graphite structure | Spheroidal nodules |
| Impact resistance | Significantly higher than gray iron |
| Machinability rating | Moderate to challenging |
| Typical chip formation | Long, continuous chips |
The Role of Tooth Geometry When Cutting Ductile Iron
Tooth geometry plays a significant role in how efficiently a blade handles ductile iron. Variable tooth designs, where teeth alternate in height and set pattern, tend to outperform standard tooth configurations on this material because they create a pulsating cutting action rather than uniform engagement. This pulsating motion helps break chips into shorter segments, reduces heat concentration at any single tooth, and distributes cutting forces more evenly across the blade. The result is less work hardening of the material surface and noticeably longer blade life. Blades with aggressive rake angles can also improve chip evacuation on ductile iron, helping clear material from the cut zone before it has a chance to reweld or pack into the gullets.

Blade Material Selection for Optimal Ductile Iron Cutting
Choosing the right blade material makes a measurable difference when cutting ductile iron consistently. Factors to consider include:
- M42 bi-metal blades work adequately for lighter ductile iron grades and intermittent cutting
- M51 cobalt steel blades handle higher hardness grades and sustained production runs more effectively
- Higher cobalt content in the tooth material improves heat resistance during extended cuts
- Chrome or alloy backing steel helps maintain blade rigidity under constant feed pressure
- Carbide tipped blades become worth considering on very high volume ductile iron operations
- Tooth hardness should exceed the material hardness by a sufficient margin to prevent rapid wear
How Feed Rate and Pressure Affect Cut Quality on Ductile Iron
Finding the right balance of feed rate and pressure is essential for producing clean cuts in ductile iron without destroying blades prematurely. Too light a feed allows the blade to rub rather than cut, which generates friction heat and accelerates work hardening on the material surface. This glazing effect makes subsequent passes even more difficult and shortens blade life significantly. Conversely, excessive feed pressure can overload the teeth, causing premature chipping or stripping of the tooth edge. The goal is consistent chip formation with visible curls or segments coming off the blade, indicating that material is being removed efficiently rather than just being pushed around. Most experienced operators start with moderate feed settings and adjust based on chip appearance and sound until they find the optimal range for the specific ductile iron grade being cut.
ALSO WORTH READING
Understanding Hardness and Your Knives
If you want to dig deeper into how blade hardness affects everyday cutting, we have a companion piece worth reading. It breaks down the Vickers hardness scale and explains why those numbers actually matter when you are slicing, chopping, or carving. Check out “Vickers Hardness: What It Means for Cutting Performance” for a closer look at the science behind sharp, durable edges.
Practical Tips for Improving Ductile Iron Cutting Results
Getting consistent results when cutting ductile iron comes down to attention to several operational details that are easy to overlook. Consider these practical recommendations:
- Use adequate cutting fluid flow to manage heat buildup at the tooth edge
- Check blade tension before each cutting session to prevent drift and wandering
- Break in new blades at reduced feed rates for the first several cuts
- Monitor chip formation and adjust feed if chips become powdery or discolored
- Replace blades before they become excessively dull to avoid work hardening the material
- Match tooth pitch to material cross section to ensure proper chip load per tooth
- Clean the blade guides and wheel surfaces regularly to maintain tracking accuracy
Comparing Ductile Iron to Other Common Cutting Materials
Ductile iron occupies a middle ground between easily machined materials like mild steel and difficult alloys like stainless or nickel based metals. Unlike gray cast iron, which fractures easily and produces small, easily managed chips, ductile iron’s spheroidal graphite structure gives it toughness that requires more cutting force and generates more heat. Compared to steel, ductile iron tends to be more abrasive due to the graphite content, which can accelerate flank wear on blade teeth even when hardness levels seem similar. However, ductile iron is generally less prone to the severe work hardening problems that make stainless steel and nickel alloys so demanding on tooling. Understanding where ductile iron fits on this spectrum helps shops select appropriate blades and set realistic expectations for blade life and cut quality.
Signs Your Blade Selection Is Wrong for Ductile Iron Cutting
Recognizing the symptoms of a mismatched blade early can save significant time and material. Watch for these indicators:
- Excessive heat at the cut zone, indicated by discoloration on the workpiece or blade
- Chips that appear burned, powdery, or blue in color rather than metallic
- Cuts that wander off square or show visible drift marks on the cut surface
- Rapid tooth wear requiring frequent blade changes
- Unusual vibration or noise during cutting that was not present with previous blades
- Work hardened surfaces that become progressively more difficult to cut
- Poor surface finish with visible tearing or rough patches
Getting Better Results From Ductile Iron Cutting Operations
Ductile iron material presents a specific set of challenges that standard approaches to metal cutting do not always address effectively. The same properties that make this material valuable for demanding engineering applications, its flexibility, impact resistance, and ability to deform without fracturing, also mean it requires more thoughtful blade selection and operational adjustments than mild steel or gray iron. Shops that invest time in understanding how ductile iron behaves under cutting forces, and match their tooling and techniques accordingly, consistently achieve better blade life, cleaner cuts, and lower cost per piece. Whether you are cutting ductile iron pipe fittings, automotive castings, or heavy equipment components, the right combination of blade material, tooth geometry, and cutting parameters makes the difference between frustrating results and efficient production.









